Every manufacturing method has its unique mechanism, application and final product. Aluminum cutting is an extraordinary process, known for its versatility, precision and suitability for complex designed aluminum components. Let’s delve into the aluminum laser cutting process, its practical applications and the factors that affect this process.
What is the laser cutting?
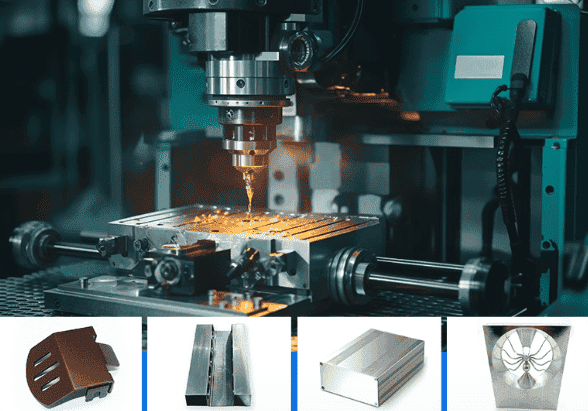
Laser Cutting of Fibre Metal Aluminium Laser cutting is a manufacturing process that uses laser beams to cut various materials, including plastics, metals and composite materials. The process involves using a laser cutting machine to generate a highly focused and intense laser beam with high thermal energy, which melts, evaporates or burns the material being cut by the laser. Laser cutting of aluminium is as common as other manufacturing processes such as CNC machining. It effectively handles the design of complex aluminium parts without compromising on accuracy and precision.
What are the advantages of laser cutting aluminum?
This is a cost-effective process with many advantages and disadvantages. The advantages of this process are as follows:
Flexibility in the thickness of aluminum parts
Laser cutting of aluminum is compatible with alloys of different thicknesses without losing consistency and accuracy. However, this depends on the type of laser you are using (discussed below). For example, the 6000W CO2 laser cutting machine can cut 16mm thick aluminum plate, while the 4500W laser cutting machine can effectively cut 12mm thick aluminum plate. The flexibility of the process allows laser cutting of aluminum components for a variety of industrial and domestic applications.
Repeatability and efficiency
The laser cutting process is precise, consistent and precise because it is controlled by a computer. As a result, industries that produce in large quantities, especially those that use multiple aluminum components, can integrate it into their manufacturing operations to optimize production times and increase productivity.
Excellent thermal conductivity
Aluminum has good heat dissipation properties, which can be a problem when laser cutting. Faster cooling due to heat dissipation can make it difficult for cutting materials to reach higher temperatures. One solution is to obtain high-speed laser cutters with high pulse frequencies that can melt the surface before dissipating heat.
Aluminum laser cutting preparation
The laser cutting process for aluminum is unique and requires a perfect understanding of the process to operate successfully. For a successful laser cutting procedure, there are three main steps:
Material selection and preparation
Proper material selection and preparation are critical to the success of the operation. Therefore, choose the aluminum alloy that is suitable for the process, and consider the thickness, surface condition and composition of the part. For example, the Aluminum 5000 series contains magnesium, which reduces the reflective properties of the material and reduces the laser power of cutting aluminum parts, making it suitable for any laser cutting machine.
After selecting the right material, it is prepared by cleaning to ensure the best absorption of the laser beam and avoid inconsistencies and splatters when cutting. Cleaning is the removal of dirt, grease, oil and other contaminants that affect the cutting process.
Determine the best laser cutting parameters
The use of optimal laser cutting parameters in aluminum cutting helps to improve accuracy and process efficiency. The parameters to be considered for aluminum laser cutting include laser power, lens focal length, cutting speed and beam diameter.
The setting of good cutting parameters depends on the aluminum alloy and thickness, cutting speed, while balancing factors such as cutting speed, edge mass and heat affected zone. After the determination, the aluminum foil can be fixed and positioned.
Aluminum parts must be stable, flat and safe, which can be achieved through equipment such as fixtures and flanges. The choice of fixture depends on the size, shape and other dimensional parameters of the aluminum sheet. Proper fastening ensures that sudden movement or vibration of aluminum components will not lead to inaccuracies. In addition, it ensures that the machine follows the pre-programmed part of the cad file, thus ensuring accuracy.
Laser cutting technology of aluminum
Aluminum laser cutting can use different types of lasers, the most common choices are CO2 lasers, fiber lasers, and YAG lasers. Each type of laser has unique characteristics and is able to cut aluminum parts made of different alloys.
Application of aluminum laser cutting parts
High precision laser cutting machine, high precision laser cutting machine, laser cutting aluminum applications are diverse, including:
Automobile industry
The automotive industry uses laser-cut aluminum components to manufacture parts for body panels, engines, chassis and other components, thanks to lightweight materials, resulting in improved energy efficiency, process precision and complex design and precise shape of the brackets.
Aerospace industry
The aerospace industry uses aluminum components because of their light weight and high strength. Suitable for the manufacture of aircraft structures, interior panels, fuel systems, landing gear, engine components and other aerospace components. The industry also uses the laser cutting process because of its precision, due to the strict tolerances required by the industry.
Electronic and electrical industry
Aluminum laser cutting parts are suitable for the manufacture of electronic components such as electronic housings, radiators, PCB components (printed circuit boards). The industry relies more on the heat dissipation of materials and extremely high process accuracy, allowing them to achieve tight tolerances.
Industrial machinery
Laser cutting aluminum is suitable for manufacturing industrial machinery parts such as frames, structural parts, brackets, gears, etc. The high precision and durability of these components contribute to the overall performance and reliability of industrial machinery.
Click on the email consultation below to start your exclusive aluminum laser cutting service now!